Metric thread: dimensions. Metric thread: GOST
It is well known that threaded is one of the mostcommon detachable joints, allowing to perform assembly and disassembly work without damage to the integrity of structures, machines and mechanisms. The basis of this connection is the thread applied on two or more surfaces of the bodies of rotation, which is basically divided according to the indicators described below. The classification of threads is presented in the table below.

Thread metric
Screw threading on or in a material havingprofile of the tooth in the form of an isosceles triangle, is a metric thread, its dimensions are measured in millimeters. According to the shape of the application surface, this thread is cylindrical, but can be conical.
The latter is most popular in use, especially for the following fasteners:
- bolts;
- Anchors;
- screws;
- hardware;
- hairpins;
- nuts and stuff.

Screw thread applied to the conical baseform, is called a metric taper thread. It is used in places requiring fast locking of joints, without additional sealing and with the termination of leakage by simple pulling along the axis. Used for the installation of plugs and pipe connections:
- oil;
- oil;
- gas;
- water;
- air.
It is important to know that the conical andcylindrical threads have the same profile, which allows to screw them together. Metric threads are classified by size, direction of rotation, step and additional parameters, which are reflected in the marking.
Metric thread sizes
The spread of the diameters of this thread inThe industry has a range from 0.25 to 600 mm, with a diameter of more than 68 mm, the thread will be only shallow, whereas up to this value it will vary. Thread with a large step is used in joints under large and shock loads. It is also interesting that at a large thread the pitch is always fixed in relation to the diameter, in contrast to the small one, which can vary, which is separately and additionally indicated in the marking.

For example, if technical documents ordrawings at the junction of parts, "M16" is encountered, which means that under the letter M is meant the metric thread. The dimensions of the outer diameter of the turns are 16 mm, and the large step of the standard thread is 2 mm, according to the information given in the table (the thread of the second row is indicated in parentheses). So, the thread is metric: the main dimensions (GOST 24705-2004).

Fine-pitch threads
In the marking, a small step is indicated afterdiameter. It looks like this: "M16 × 0.5", where, as already known, M is a metric thread. Dimensions of the outer diameter are 16 mm, with a step size of 0.5 mm. Interestingly, after a diameter of 2 mm, the difference between the thread pitch becomes noticeably noticeable, leading to separation. And products of equal diameter have several types of steps of fine carving, like those considered in 16 mm:
- 1.5 mm;
- 1.0 mm;
- 0,75 mm;
- 0.5 mm.
As an example, a part of the table is given, which makes it possible to understand and visually evaluate the range of small threads, without taking into account the large step considered earlier.
Metric thread: basic dimensions (GOST 24705-2004)

Specified parameters
In multi-thread threads, the step is indicated separately (in parentheses), and in its place the number of visits is indicated. Here's how this and other additional parameters are indicated when labeling:
- (P1) - where P is a step of 1 mm, and turns - 3 (example: M42 × 3 (P1));
- LH - left thread (example: M40 × 2LH);
- MK - metric thread tapered (example: MK24x1.5);
- EG-M or GM, where G denotes the thread on the cylindrical base of the wire insert or fitting (example: EPL 6-GM5);
- g, h, H is the tolerance field, is the tolerance of the meandiameter in combination with the protrusion diameter (example: M12-6g), and for different internal and external diameters, both tolerances are indicated in the marking (example: M12-6g / 8H).

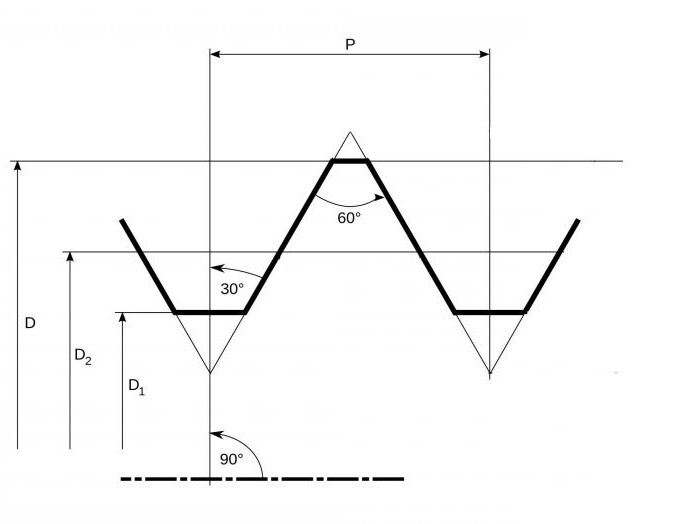
Thread diameters
There are indicators specified in the summary tables, which are important to consider in cases where the metric thread is considered - dimensions diameters:
- external (D and d);
- internal (D1 and d1);
- medium (D2 and d2);
- Internal on the bottom of the cavity (d3).
With a wide application in the threaded joint of the sliding fit, the average diameter has become more important, and in cases where the values of the greatest d2 bolt and the smallest D2 nuts.
Large letters D denote indicatorsdiameters of internal threads, and applied to the outer surface of parts are denoted by small letters - d. The numbers indicate the location. The degree of accuracy of the tolerance fields is classified by letter symbols: E, F, G, H, d, e, f, g, h, and, as in diameters, the letter indicates the location.
Ratio of metric and inch threads
In contrast to European countries and countries close to them,where, after the reign of Napoleon, the metric system became widespread, in the countries of the former colonies of Britain and its satellites, all the measurements take place in the imperial system. In this system, the measurement of the threads and their connections is made in inches.
A screw thread having a tooth profile in the form ofan isosceles triangle, with a vertex angle of 55 degrees. (in the UTS standard for the USA and Canada - 60 degrees) is called an inch thread, its dimensions are in inches, and the pitch is in the number of turns per inch (1 "= 24.5 mm) .Such fastening threads are made in the range from 3/16 ", the designation indicates only the outer diameter.

Dimensions of inch and metric threads measured by a caliper, and if in the case ofmetric thread this will be enough, then in the inch after the measurement use a special table. When measuring threads, special patterns are used, but there is also a folk way of measuring the step: if, after wrapping a sheet of paper with a thread, scroll the product several times, a trace is printed on the paper, allowing you to measure the ruler. When using a sheet of paper as a sheet, the need for a ruler is no longer necessary-it is enough to count the number of marks in 2 cells (1 cm) and divide by 10.

Hole sizes
Getting the threads is due to:
- cold rolling of rollers and heads;
- cutting with cutters, combs or cutters;
- cutting dies or taps;
- accurate casting;
- abrasive or spark erosion treatment.

To cut external threads, the workpiece is attachedcylindrical shape and chamfer, and under the inner drill is a bit smaller than the required thread metric (size) hole, but larger than its internal diameter. After determining the size of the holes under the metric thread, it must be taken into account that when cutting the notch inside, a partial extrusion of the material that subsequently participates in the formation of the threaded profile occurs. It is also important to consider the properties of the material in which the drilling is performed, reducing the drill size by 0.1 mm.
Dimensions of nuts with metric thread
Nut - one of the components of fastenerselements, which has an internal thread. They vary in height with respect to diameter and strength, according to purpose and configuration. The most widely used are nuts for key or hex, here is their list with the indication of GOSTs:
- GOST 5915-70 - medium-sized;
- GOST 15523-70 - high;
- GOST 22354-77 - increased strength;
- GOST 5916-70 - low nut with a recess;
- GOST 10605-94 - for thread diameter more than 48 mm.

There are many nuts and special purpose, here are some examples and their GOSTs:
- cap type (hexagonal) - GOST 11860-85;
- for manual screwing (nut-lamb) - GOST 3032-74;
- slotted crown - GOST 5919-73;
- rounded with a slot - GOST 11871-88, GOST 10657-80;
- round, with end, radial holes - GOST 6393-73;
- for rigging works (eye-nuts) - GOST 22355 (DIN580, DIN 582).
The most important parameter of threaded connections is the matching of nuts and threads. The values of the more demanded threads with a large pitch are indicated in the table below, where S is the key size, e - the width of the nut, and m its height.
Table of conformity of threads and nuts (GOST 5915-70 and GOST 10605-94)

Standards
The basic thread sizes comply with GOST24705-2004, which modifies the standard - ISO 724: 1993 (international classification). This GOST since July 1, 2005 is the state standard of the Russian Federation and takes into account the interests of the economy of another 12 countries, formerly members of the USSR, who voted for it. Under its action, metric thread sizes of GOST 9150 for a wide range of purposes are included, as well as diameters and steps of GOST 8724.
By the standards of interchangeability, this GOST refers to the following international and national standards:
- GOST 8724-2002 (ISO 261-1998);
- GOST 9150-2002 (ISO 68-1: 1998);
- GOST 11708-82;
- GOST 16093-2004 (ISO 965-1: 1998 and ISO 965-3: 1998).
This GOST fixes all the main dimensions, possible tolerances, terminology and formulas for calculating diameters:
- D2 = D - 2 x 3/8 H = D - 0.6495 P;
- d2 = d - 2 x 3/8 H = d - 0.6495 P;
- D1 = D - 2 x 5/8 H = D - 1.0825 P;
- d1 = d - 2 x 5/8 H = d - 1.0825 P;
- d3 = d - 2 17/24 H = d - 1.2267 P.
It is difficult to imagine modern life withoutmachines and mechanisms, it is even more difficult to imagine a technique without detachable joints that provides a thread. Efficiency, relative ease of manufacture and comfortable use have ensured the threaded connections an honorable place in world history.