Non-detachable connections: technological process and classification
The docking of elements and structures can be dividedinto two main groups: detachable and one-piece connections. The first include those that can be disassembled without disrupting the integrity of the fastening elements. These are fastenings with nuts, bolts, pins, screws, all connections with and without thread. All are considered to be non-detachable, when dismantling, they will have to break the fastening elements.

Detachable connections
Their execution consists in drilling holesslightly larger diameter than the fastening element (screw or bolt). This is done so that in both parts to be fastened there are exact holes. The error in a fraction of a millimeter is compensated, especially for elements with a large number of fasteners. When using screws and screws for the reliability of the joint on them, put on the nut and washer.

Screws pull together the parts, threadingyourself. When using them, nuts and washers are not needed. Studs are used if another part is attached to a massive part. It has a thread on both ends, under it in the workpiece drill a hole more than the thread length of the stud.
Non-detachable connections
They are:
- welded;
- riveted;
- soldered;
- glutinous.
Such types of all-in-one joints have found application in certain areas of production. Let's consider each of them separately.
Welding
A compound adopted through interatomic bonds between parts of parts when heated is called welded.

The sources of element heating can be:
- molten slag;
- gas flame;
- electric arc;
- plasma;
- laser ray.
The metal that is to be welded is called the base metal. And the one used in the bath is additive.

Obtaining all-in-one connections in this way can be of the following types:
- contact welding;
- electric arc manual;
- automatic submerged and semi-automatic;
- arc.
The seam is also divided into:
- butt;
- lapping;
- angular;
- T-shirt.
Any of them can be either one-way or two-way.

Benefits:
- Low cost for such permanent joints, due to the simplicity of the seam and low labor input.
- Relatively small mass, in comparison with other methods of work.
- There is no need to make holes in the part, which gives strength in its cross section.
- Automation of the welding process implies its tightness.
Disadvantages:
- The appearance of deformation and buckling after the work done, as well as the occurrence of residual stresses.
- Withstands mild vibration and bumps.
- Complexity in quality control.
- Workers carrying out permanent joints of parts with welding must necessarily undergo training and confirm their qualifications.
Soldering
Details in the method of soldering are fastened by the introduction of an additional metal solder.
And the melting point of the solder should be less than that of the parts to be joined. According to this criterion, solders are distinguished:
- especially fusible. The required melting point is only 145 degrees;
- soft or fusible. Working heating is not higher than 450 degrees Celsius;
- hard or medium melting. The melting point is in the range from 450 to 600 degrees;
- high-temperature or high-melting. Such metals melt at temperatures above 600 degrees Celsius.
Solders
Depending on the component, they are divided into:
- tin-lead (PIC);
- tin (PO);
- zinc (PC);
- silver (PSr);
- Copper-zinc (PMC, brass).
Most of the work on soldering is done using tin-lead material of PIC brand. As a rule, they are produced in the form of wire, ribbons or twigs.

Before the solder surface is well cleaned. That they are not oxidized, use a special soldering flux. This substance does not allow the formation of oxides and cleans the surface of parts from them, contributes to better spreading of solder. A certain type of flux is suitable for a specific temperature, above which it ceases to work and burns.
Riveting
These are compounds that are created usingspecial parts - rivets. It has a stem and a head. The process of obtaining integral joints is due to the formation of a locking head at the other end, it is obtained by compressing the end of the rod. Such a construction is completely immobile and yet one-piece. In it, there is no possibility of displacement of parts relative to each other.
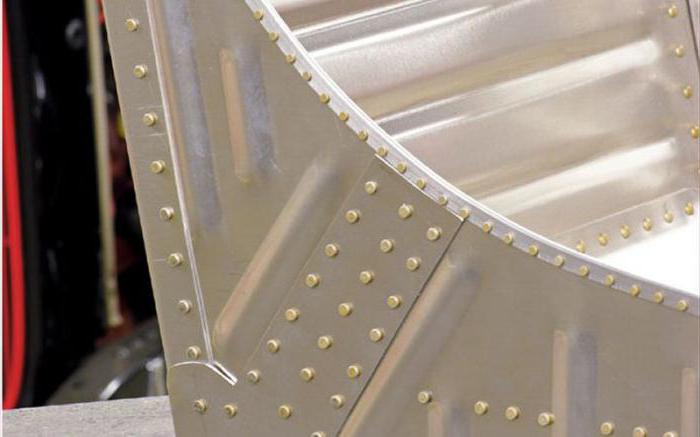
Use this mount for small partsthickness of mainly sheet materials or where high temperatures are unacceptable due to possible deformation of parts. When rivets stand side by side, they form a riveted seam.
The material of the elements must correspondmaterial of fastened parts, otherwise electrochemical corrosion may occur due to the difference in the coefficients of thermal expansion. The rivet heads are round, hidden, half-buried and flat.
pros
Advantages of this connection:
- The ability to withstand greater vibration and impact loads, which is not in the power of welding.
- Application is possible in materials that are not welded or this process is very long.
- No application of high temperatures during connection.
Minuses
Among them we can note the following points:
- Large consumption of metal for the work done.
- Increase the weight of the structure.
- High labor intensity.
- Processibility of the process is low.
Adhesive
To obtain strong, permanent joints,it is enough to connect the parts with the help of adhesive composition. The action takes place by forming bonds at the intermolecular level of the surface of the glued part and the glue film.
The use of such a method can be found inconstructions from various materials. Mounting on the basis of glue is used even in bridge construction and aviation. The durability of such a connection and its quality will depend on the preparation of the surfaces of the parts and the type of load that will affect them. It is necessary to clean the surfaces of rust and grease stains, after processing the place with sandpaper.
Gluing the parts to be acted onload on the shift or turn, with a small joint area should not be. This will lead to loss of strength. It is better to glue those parts that are subject to displacement relative to each other or to the tensile load.
Advantages of the adhesive method:
- You can connect in this way any blanks and structures, regardless of their shape, mass or materials.
- High resistance to corrosion.
- Tightness, which allows you to work with pipelines.
- Does not cause deformation of parts.
- There is no concentration of stresses.
- Reliability of work in conditions of vibration loads.
- Low cost of consumables.
- Adhesive all-in-one joints do not weight the design.
Minuses:
- Low strength, especially when pulling off.
- Short-lived, some types of glue can grow old.
- Low resistance to heat load.
- Many compounds must undergo a long exposure before use.
- Mandatory compliance with security measures.
All-in-one connection polyethylene-steel
A wide application for joining pipes of steel and modern polyethylene has received an all-in-one compound polyethylene-steel.
It allows you to securely fasten each otherplastic and metal pipes, as well as install the necessary fittings for locks. In order to make an inseparable structure, pipes made of polyethylene, manufactured according to a certain standard, are used.

Such one-piece pipe joints are mounted togas pipelines of residential buildings. Often you can meet them in boiler plants. The use of steel pipelines in our time is increasingly being supplanted by polyethylene analogues. This is due to the obvious advantage of plastic pipes over metallic ones. Therefore, they are used increasingly. The non-detachable polyethylene-steel joint is so reliable that it does not require special maintenance.

So, we examined the main types of connections, their advantages and disadvantages.